
Introduction: A Real Site Observation That Changed Everything
Pipeline Coating Inspection: On a recent pipeline project, everything looked perfect—at least on paper.
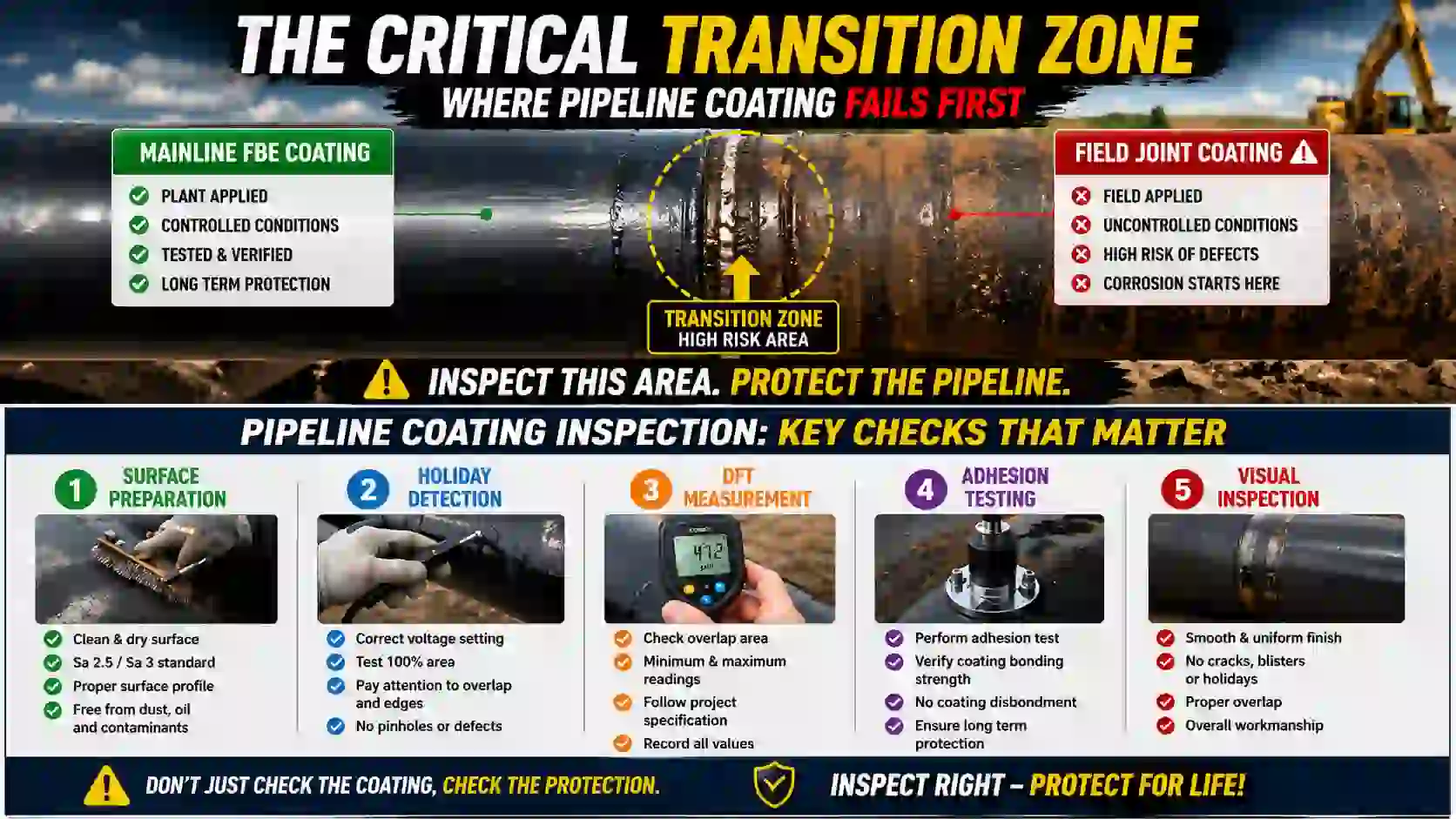
The Fusion Bonded Epoxy (FBE) coating applied at the plant was flawless. Every section passed holiday detection, DFT (Dry Film Thickness) checks, and adhesion testing. The coating met specifications, and the quality reports were clean.
But a few months later, during a site survey, early signs of corrosion started appearing.
Not on the mainline coating.
But exactly where most people don’t look closely enough—the field joints.
This article is based on real-world observations from site inspections and explains why pipeline coating failures often begin at field joints, and what inspectors, engineers, and project owners must do differently.
What Is a Pipeline Coating System and Why FBE Coating Matters
Understanding FBE Coating in Pipelines
Fusion Bonded Epoxy (FBE) coating is one of the most widely used pipeline coating systems for corrosion protection. It is applied in controlled plant conditions, ensuring:
- Proper surface preparation (Sa 2.5 / Sa 3)
- Uniform coating thickness
- Strong adhesion to steel
- Reliable long-term corrosion resistance
Under factory conditions, FBE performs exceptionally well.
The Problem Starts at Field Joints
Pipelines are welded in sections on-site, creating girth welds. These welded areas are then coated manually using field-applied coating systems, typically:
- Two-part liquid epoxy
- Heat shrink sleeves
- Cold-applied tapes
Unlike plant coating, field joint coating is applied under uncontrolled conditions.
Field Joint Coating: The Most Overlooked Risk in Pipeline Inspection
Real Site Conditions Affecting Field Joint Coating
During inspection, we observed that field joint coating is exposed to:
- Wind carrying dust and contaminants
- Temperature variations affecting curing
- High humidity levels
- Fatigued crews working long shifts
These factors directly impact coating quality.
Where Inspectors Miss Critical Checks
From multiple site audits, these are the most common inspection gaps:
- Poor Surface Preparation at Chamfer Zone
The transition area between mainline FBE coating and field joint coating is critical.
Observed issues:
- Incomplete blasting
- Contaminants left on surface
- Improper roughness profile
This leads to weak bonding and early coating failure.
- Inconsistent Holiday Detection
Holiday testing is often:
- Rushed
- Not performed at correct voltage
- Skipped at overlap zones
Result: Pinholes and defects remain undetected, allowing moisture ingress.
- Incorrect DFT Measurement Practices
Most inspectors take DFT readings, but not where it matters most.
Common mistakes:
- Ignoring overlap areas
- Measuring only flat sections
- Not checking minimum thickness at edges
This creates weak points in the coating system.
- No Adhesion Testing on Field Joints
This is one of the biggest failures in inspection practices.
Inspectors often:
- Check thickness
- Record values
- Move on
But adhesion testing is rarely performed.
Without adhesion verification, coating performance cannot be guaranteed.
Why Field Joints Become the Starting Point of Corrosion
Transition Zones Are High-Risk Areas
The interface between FBE coating and field-applied coating is:
- Mechanically stressed
- Chemically exposed
- Often poorly bonded
This makes it the most vulnerable location for corrosion initiation.
Real Incident Insight
In one case, corrosion was detected within months of commissioning. Upon investigation:
- Mainline FBE was intact
- Failure originated at field joint overlap
- Poor surface preparation and low adhesion were identified
This confirmed a recurring industry issue:
👉 The coating system fails at its weakest joint—not its strongest section.
Pipeline Coating Inspection: What Should Be Done Differently
- Focus on Field Joint Inspection
Inspection time should be redistributed:
- Less focus on already verified plant coating
- More focus on field joints
- Enforce Proper Surface Preparation Standards
Ensure:
- Correct blasting standard
- Clean chamfer zone
- Verified surface profile
- Strict Holiday Detection Procedures
- Use correct voltage settings
- Test full circumference
- Pay special attention to overlap zones
- Accurate DFT Measurement
- Measure at edges and overlaps
- Record minimum and maximum values
- Ensure compliance with specification
- Mandatory Adhesion Testing
- Perform random adhesion tests
- Verify bonding strength
- Reject weak coatings immediately
Why Certification Alone Is Not Enough in Coating Inspection
Many projects rely on certified inspectors.
But here’s the reality:
👉 Certification is the minimum requirement—not the standard of quality.
An effective inspector must understand:
- FBE coating failure modes
- Field application risks
- Real-world site conditions
Experience and attention to detail matter more than just holding a certificate.

Conclusion: Strengthening the Weakest Link in Pipeline Coating Systems
Pipeline coating systems are designed to last decades.
But their performance depends on one critical factor:
👉 The quality of field joint coating.
Ignoring field joints during inspection leads to:
- Early corrosion
- Costly repairs
- Reduced pipeline life
If the industry shifts focus toward better inspection of field joints, many failures can be prevented.
Because in reality:
A pipeline is only as strong as its weakest joint.
FAQs: Pipeline Coating Inspection and Field Joint Coating
-
What is field joint coating in pipelines?
Field joint coating is the protective coating applied at girth welds after pipe sections are welded on-site.
-
Why are field joints more prone to corrosion?
They are applied in uncontrolled conditions, leading to poor surface prep, weak adhesion, and coating defects.
-
What is FBE coating?
Fusion Bonded Epoxy (FBE) is a plant-applied coating used to protect pipelines from corrosion.
-
What is holiday detection in coating inspection?
It is a test used to detect pinholes or defects in coating using a high-voltage detector.
-
What is DFT in pipeline coating?
DFT (Dry Film Thickness) measures the thickness of the applied coating to ensure it meets specifications.
-
Why is adhesion testing important for field joints?
Adhesion testing ensures the coating is properly bonded to the steel surface, preventing early failure.
-
What are common mistakes in coating inspection?
- Ignoring field joints
- Poor surface prep checks
- Skipping adhesion tests
- Incorrect DFT measurements
-
How can pipeline coating failures be prevented?
By focusing on:
- Proper surface preparation
- Strict inspection procedures
- Experienced inspectors
- Detailed field joint evaluation
Suggested Posts
Dolly Test (Pull-Off Adhesion Test): Procedure, Standards and Acceptance Criteria
Types of Corrosion: Causes, Mechanisms and How to Prevent Them
Airless Spray Painting: Simple Guide for Better Coating Quality
3 LPE vs 3LPP Coating System – Complete Guide for Pipeline Coating